高度精度超差,造成“大小边”不良
原因分析:石墨模具结构设计不合理,导致玻璃在加热过程中在模具内部跑偏热弯机预热段加热板温度不均匀,导致玻璃两侧温度不均匀,玻璃也会在加热过程中在模具内部跑偏,东丽热弯玻璃,会加大模具设计难度3D玻璃产品的设计弧度太大,玻璃预热过程中下塌后形状不规则,夹胶热弯玻璃,导致压型过程不确定CNC加工机械选型不对
改善方案:优化模具结构设计选择稳定的高效的温控系统机械合理的产品结构设计正确的选用CNC机台
带偏光太阳眼睛,可以看到彩色的斑纹,没有钢化的应该看不到。
转角度,看其实也是看玻璃表面是否有风压斑。你会看到整板面的玻璃不规则变形。
看侧边是应为,玻璃钢化的时候,会软化,平整度因为辊道原因变差,面对面的时候,中间的空隙就是一个椭圆,这样,很明显。
钢化玻璃的平整度比普通玻璃要差!
简单的办法:将两块玻璃面对面的竖着紧靠在一起,观察相靠的两片玻璃的两个长边,看看两片玻璃长边之间有没有明显的缝隙,如果有缝隙是不是都呈一定的弧形,如果是,那应该是钢化的。注意是面对面,不是面靠背。这是要体力的。否者,家具热弯玻璃,就用两张暴了光的光胶片来看看。
你侧面70度看时,应看到有钢化后的蓝色风斑,玻璃的平整度也比没钢化前的玻璃有明显的下降。
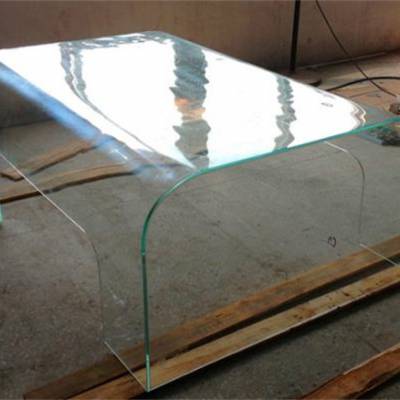
热弯玻璃,系由平板玻璃加热软化在模具中成型,展柜热弯玻璃,再经退火制成的曲面玻璃。热弯玻璃一般在电炉中进行加工。
连续热弯炉一般有5―6个室,11―13个工位,大约几十分钟可以出一块成品。
间歇式热弯炉一般只有一个室,升温成型、退火均在一个室内完成,加工周期需数小时以至一、二十小时,适合制作小批量特大型热弯玻璃。
热弯玻璃是为了满足现代建筑的高品质需求,由优质玻璃加热弯软化,在模具中成型,再经退火制成的曲面玻璃。