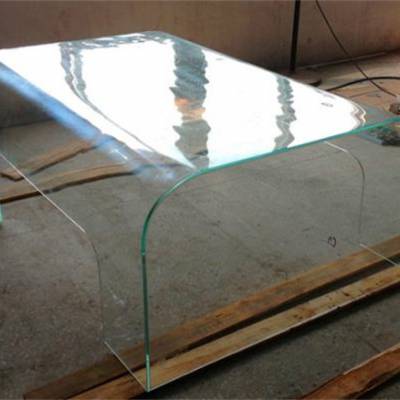
玻璃碎片
原因分析:预热或成型温度过低压力过大,压型速度过快保压和冷却温度过低,导致急速退火,玻璃易碎来料崩边或有深划伤模具预留间隙太小,导致玻璃受挤压碎裂
改善方案:增加预热或成型温度降低压力增加冷却工站,降低冷却速度增加来料检验力度增加模具预留间隙 玻璃热弯过程中碎片形成包含:CNC雕片缺陷,玻璃成型前、成型过程中碎裂,玻璃冷却过程中的碎裂。 长、宽、弧高尺寸超差形成原因包含:明确热弯尺寸和钢化后的尺寸,模具型腔设计没有考虑玻璃的膨胀系数,模具设计缺陷,升温、恒温、成型、定型、缓冷工位温度梯度设置不合理; 轮廓度超差形成原因包含:模具受热冷热不匀,成型、定型、缓冷工位上下加热板温差设置不合理、平整度差; 玻璃成型一致性差形成原因包含:温度控制精度,温场分布情况,温场波动情况;
喷砂工艺:该工艺非常普遍,它是用喷枪高速射出的沙粒击打玻璃表面,使玻璃形成细微的凹凸表面,从而达到散射光线的效果,使得灯光透过时形成朦胧感。喷砂工艺的玻璃产品表面手感比较粗糙,由于玻璃表面被破坏所以看起来本来明料的玻璃感光中好像是白色的玻璃。工艺难度一般。
其实两种工艺是完全不同的工艺。磨砂玻璃从代价上要比喷砂玻璃高,效果主要在于用户的需求。有些独特的玻璃也不适合作磨砂。从追求的角度,应该选用磨砂。喷砂工艺一般工厂都能完成,磨砂工艺要真正做得好却不容易。
将一块待加工的冷玻璃放入热弯炉后启动机器,炉内的各种热元件、陶瓷辊道、炉壁保温材料等都会发散出大大小小的热辐射,天津热弯玻璃,对玻璃进行加热。从专业角度来说,穿透玻璃只需要小于2. 5μm的热辐射,当辐射热波长在3.2μm左右时,炉内的温度保持在630℃左右,此时温度还无法达到迅速加热玻璃的效果,因此还要持续提高温度。根据实践证明,玻璃原片的颜色越深,热吸收能力越好,这类玻璃的加热时间可缩短10%左右。